
جوشکاری ورق گالوانیزه به چه صورت است؟ در ادامه این مبحث به موارد ذیل بیشتر خواهیم پرداخت:
- جوشکاری ورق گالوانیزه نازک
- جوشکاری قطعات گالوانیزه
- ضخامت الکترود جوشکاری ورق گالوانیزه
- آشنایی با جوشکاری مخازن گالوانیزه
- نحوه جوش ورق نازک گالوانیزه با الکترود
- نکات ایمنی در جوشکاری ورق گالوانیزه
جوشکاری ورق گالوانیزه نازک
جوشکاری فولاد بالاخص انواع ورق های فولادی نیازمند مهارت های خاص خود است در برخی موارد حتی جوشکاران نیز با مشکلات عدیده ای در حین جوشکاری ورق گالوانیزه یا فولاد مواجه می شوند از همین رو همواره توصیه می گردد که نکات اجرایی در حین عملیات جوشکاری فولاد گالوانیزه به صورت کامل و اصولی رعایت گردد. از طرفی در برخی موارد امکان نصب هیچ گونه اتصالات جز جوشکاری وجود ندارد در چنین شرایطی باید دقت داشت که گرم شدن فلزهای سبک و نازک ممکن است موجب ایجاد سوراخ هایی در سطح فولاد گردد.
جوشکاری قطعات گالوانیزه
همان طور که پیش تر نیز درخصوص گالوانیزه ذکر شد در صورت وارد نمودن گرمای زیاد به سطح ورق ممکن است حفره هایی رو سطح ورق پدیدار گردد از طرفی کیفیت جوش کاهش یافته انرژی نیز اتلاف می گردد. به همین دلیل سرعت و دمای وارده از نظر فنی بسیار اهمیت دارد. برای جوشکاری فولاد گالوانیزه بالاخص ورق های گالوانیزه که دارای سطحی نسبتا نازک تر نسبت به سایر قطعات فولادی هستند باید از الکترودهایی با سرعت بالا استفاده نمود.
از طرفی باید دقت نمود که جوشکاری به شیوه قوس الکتریکی نیازمند دستگاه و مهارت فنی شخص جوشکار می باشد بخشی از کیفیت جوش نیز وابسته به دستگاه مورد استفاده حین عملیات جوشکاری قطعات فولادی می باشد به خصوص زمانی که جوشکاری به واسطه گاز آرگان صورت می گیرد. برخی تجهیزات این امکان را می دهند که فرایند به صورت نیمه اتوماتیک صورت پذیرد. اصولا نقطه یا درز جوش در چنین مواقعی دارای کیفیت مقبولی خواهد بود.

ضخامت الکترود جوشکاری ورق گالوانیزه
بهتر است سرعت جوش بالا و تعداد قوس معقولانه انتخاب گردد. اصولا جوشکاری روی ورق های نازک نسبت به سایر محصولات فولادی سخت است بر همین اساس برای داشتن درز یا نقطه جوشی با کیفیت مطلوب باید تمامی اصول و ضوابط با دقت رعایت گردد. اغلب این گونه توصیه می گردد که در انتخاب نوع الکترود وسواس گونه رفتار شود چرا که الکترودهای مورد استفاده در جوشکاری با گاز آرگان باید دارای سایز متوسط باشند. حداکثر ضخامت در نظر گرفته شده برای این دسته از الکترودها چیزی حدود ۲٫۵ میلی متر و جریان نیز مابین ۱۰ الی ۲۰۰ آمپر در نظر گرفته می شود. هر چه سرعت کار بالاتر باشد متقابلا کیفیت نقطه جوش نیز مطلوب تر خواهد بود.
جوشکاری مخازن گالوانیزه
ابزارها و دستگاه های متعددی برای جوشکاری فولاد گالوانیزه در بازار یافت می شود اما هر چه از میزان ضخامت ورق یا محصول فولادی کاسته شود به نسبت در انتخاب ابزار آلات جوشکاری نیز با محدودیت مواجه می شویم به گونه ای که برای جوشکاری ورق گالوانیزه نازک تعداد محدودتری از ابزار آلات در دسترس است. این ضخامت با قیمت روز ورق گالوانیزه نیز ارتباط تنگاتنگی دارد. این شیوه های جوشکاری در میان صنایع متعددی از جمله موارد زیر کاربرد دارد:
- صنعت خودروسازی و جوشکاری های مربوطه
- ساخت و ساز
- هواپیماسازی
- حمل ونقل
- و…
در برخی موارد این سوال مطرح است که استفاده از اتصالات فلزی مطلوب تر می باشد یا انجام شیوه های جوشکاری؟ با توجه به ماهیت محصول و محلی که فلز در آن تعبیه می شود می توان شیوه جوشکاری یا اتصالات غیر جوشی مناسب را برگزید. در برخی موارد همچون اتصال میلگردهای فولادی بهتر است از شیوه اتصالات غیر جوشی استفاده نمود اما در برخی شرایط ملزم به جوشکاری هستیم بر همین اساس با توجه به ترکیبات شیمیایی و عدم ممنوعیت جوشکاری می توان از شیوه اتصالات جوشی بهره گرفت. برای جوشکاری مخازن فولادی نیز شرایط به همین منوال است که پیش تر ذکر گردید و با توجه به نوع ضخامت ورق فولادی باید الکترود و دستگاه مربوطه درخور محصول را انتخاب سپس با رعایت اصول و ضوابط ایمنی عملیات جوشکاری را آغاز نمود.
نحوه جوش ورق نازک گالوانیزه با الکترود
اصولاً جریان برق در روال جوشکاری حائز اهمیت است. جریان بین ۳۵ الی ۴۰ درجه سانتی گراد حدود مطلوبی است اما همچنان تصویه می گردد بر اساس الکترود انتخابی جریان جوش مناسب را انتخاب نموده سپس اقدام نمایید. در گام بعدی الکترود در محل مخصوص تعبیه شده سپس قطعات و لبه های مورد نظر به منظور اتصال در جوار هم قرار گرفته، عملیات جوشکاری آغاز می شود. در هر بار جوش به واسطه برس های مخصوص محل جوش از تراشه و سرباره پاکسازی می گردد. ممکن است تغییر رنگی در نقطه جوش احساس گردد که وابسته به تعداد دفعات جوش و کیفیت کار می باشد. در برخی موارد جوشکار قطعه مسی را زیر محل جوش قرار داده تا گرمای فولاد به سطح پایین تری رسیده و از وارد شدن دمای بالا به سطح محصول تا حد امکان ممانعت به عمل آید.
نکات ایمنی در جوشکاری ورق گالوانیزه
به دلیل اهمیت موضوع موارد ایمنی، این بخش را در شروع مبحث قرار می دهیم.به طور کلی عمل گالوانیزه کردن یا گالوانیزاسیون برای بالا بردن مقاومت محصولات فولادی در برابر خوردگی و زنگ زدگی بوده و عبارت است از دادن یک لایه فلز روی بر روی سطح فولاد. در این میان برای اتصال ورق های فولادی که به همین شیوه گالوانیزه شده اند یک سری نکات دارد که در ادامه به آن خواهیم پرداخت:
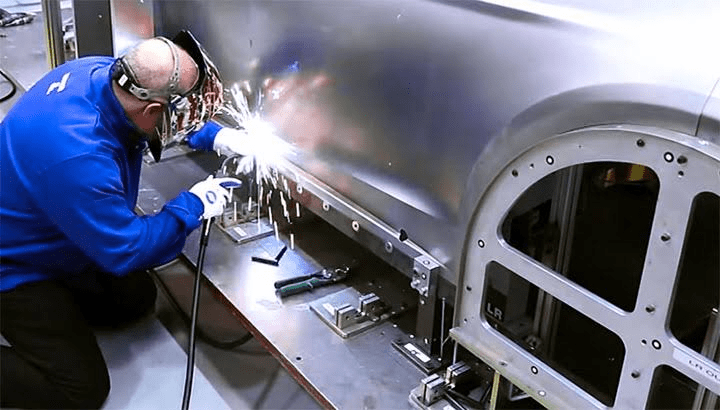
در هنگام عملیات جوشکاری ورق گالوانیزه حتما باید به نکات زیر دقت کرد چراکه در حین انجام کار به دلیل گرما دادن ورق پوشش روی، تبخیر شده و گاز متصاد از آن بسیار سمی می باشد.
بنابراین حتماً در حین عملیات از ماسک مخصوص جوشکاری، عینک برای محافظت چشم در برابر تشعشعات، لباس ضد اشتعال و کلاه ایمنی، کفش مخصوص جوشکاری که سبک و عایق است استفاده کنید، همچنین باید زمان انجام این کار را در زمان مناسبی از روز و مکان را در محیط مخصوص جوشکاری انتخاب نمایید. در جوشکاری ورق های نازک، انتخاب دستگاه جوش ورق گالوانیزه و نوع الکترود متناسب با ضخامت آن اهمیت بسیار زیادی دارد.
منبع: گروه تأمین محتوای فولاد 24