
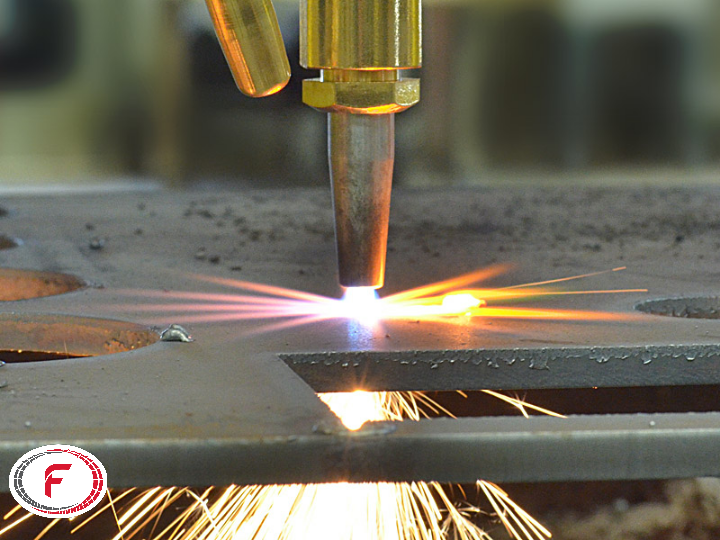
دستگاه هوابرش
در مقالات قبل درخصوص دستگاههای برش CNC توضیحاتی داده شد و انواع آن نیز معرفی گردید. در این بخش قصد داریم شمارا با یکی دیگر از انواع دستگاههای برش CNC، یعنی هوابرش یا بهعبارتی دیگر برش هوا گاز آشنا کنیم. بهنوعی میتوان گفت این روش برش فلزات یکی از روشهای قدیمی برش فلز است که در سال 1903 توسط 2 مهندس فرانسوی به نام Edmond Fouché و Charles Picard ابداع شد.
همانطور که از اسم این دستگاه مشخص است این دستگاه برای برش و جوش دادن فلزات از سوخت گاز به همراه اکسیژن استفاده میکند. این دستگاه در هنگام کار شعلهای با دمای حدود ۲۰۰۰ تا ۴۰۰۰ درجهی سانتی گراد ایجاد مینماید. امروزه با وارد شدن دستگاههایی مانند برش پلاسما و واترجت از این روش کمتر استفاده میشود اما هنوز این روش در بعضی مواقع و کارها یک روش کارآمد بهحساب میآید.
نحوه کار دستگاه هوابرش
همانطور که گفته شد این دستگاه هم برای برش و هم برای جوش دادن فلزات به کاربرده میشود ولی نحوه کار این دستگاه برای هر 2 کار متفاوت است و برای جوش و برش از مکانیزم جداگانهای استفاده میکند. برای برشکاری با این دستگاه هوا گاز از یک مشعل برش جهت پاشش یک گاز ( استیلن) به محل برشو ایجاد حرارت در فلز تا دمای برافروختگی استفاده میشود. سپس یک جریان اکسیژن به روی فلز دمیده میشود و فلز در این اکسیژن سوخته و اکسیدشده و سپس فلز بهصورت گل اکسیدشده به بیرون از محل برش جاری میگردد. برای این کار گاز اکسیژن و استیلن استفاده میگردد. اکسیژن دمیده شده با فلز داغ واکنش میدهد و تشکیل اکسید داده و تولید گرما و حرارت مینماید. گرمای تولیدشده باعث پیوسته شدن عمل برش در قطعه کار میشود.

در نتیجه شعله مشعل فقط آغاز برش را ایجاد مینماید و دمای موردنیاز در طی فرآیند تأمین میگردد. نقطه ذوب اکسید آهن تقریباً برابر نصف مقدار نقطه ذوبآهن است. زمانی که آهن شروع به اشتعال میکند، بلافاصله به اکسید آهن مایع تبدیل میشود و بهتدریج به خارج از ناحیه برش جریان پیدا میکند. اما مقداری از اکسید آهنبر روی قطعه کار باقی میماند و تبدیل به گل (خاکستر) سختروی کار میشود که با ضربهی آرام یا سوهانکاری از قطعه جدا میشود.
برای جوش دادن با این دستگاه زمانی که دمای مشعل جوشکاری و فلز موردنظر به دمای ذوب رسید و حوضچه مواد مذاب تشکیل شد ، به همراه مواد دیگری که فیلتر نام دارد و جنس آن نسبت به نوع فلز موردنظر متفاوت است ، جوش صورت میگیرد.

مزایا دستگاه هوا برش
- کاربرد ساده و مقرونبهصرفه بودن
- قابلیت برش باضخامتهای نسبتاً بالا
- قابلیت برش بر روی تمام فلزات
معایب دستگاه هوابرش
- سرعت کند برش
- پایین بودن دقت برش
تجهیزات دستگاه هوابرش:
رگولاتور (رگلاتور)
رگولاتور (رگلاتور) برای کنترل و رسیدن فشار از مقدار داخل مخزن به فشار موردنیاز در شلنگها به کار میرود. رگلاتورها برای تنظیم فشار به مقدار دلخواه بسیار مهم و ضروری هستند و فشار بالای منبع گاز را به فشار پایین قابلمصرف کاهش میدهد.
شلنگهای گاز
در دستگاههای برش هوا، شلنگها معمولاً دوتایی هستند. برای تشخیص آنها، رنگهای مشخصی به آنها دادهاند. معمولاً اتصالات شلنگ اکسیژن راستگرد و گاز هم چپگرد بسته میشوند.
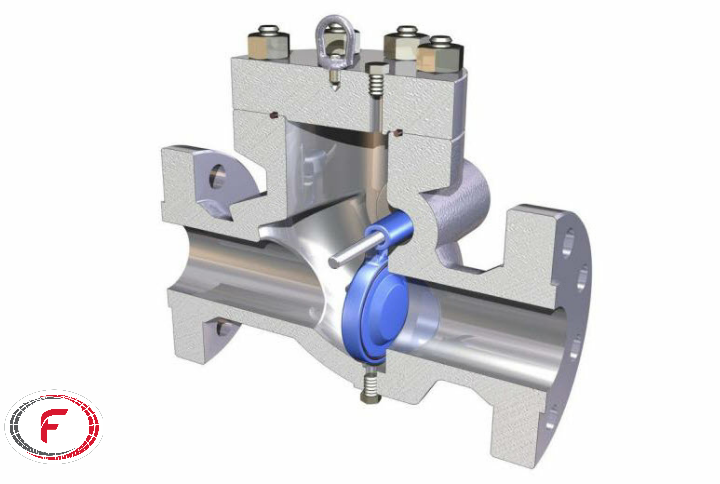
شیر یکطرفه (Non-return valve)
شیرهایی هستند که فقط از یکجهت اجازه جریان سیال را میدهد. شیرهای معمولی به علت عدم جلوگیری از بازگشت جریان توانایی لازم برای جلوگیری از انفجار را ندارند. چک ولوها (Check Valves) اجازه عبور جریان بهصورت مستقیم را میدهند. این شیرها به جریان اجازه حرکت عکس را نمیدهند و موج نمیتواند حرکت عکس جریان را طی نماید.
مشعل (torch)
مشعل دستگاهی است که با ترکیب مقدار معینی هوا با سوخت در یک فضای ایمن، انرژی سوخت را به انرژی گرمایی تبدیل میکند در اثر این احتراق مقداری گاز نیز تولید میشود. کار اصلی مشعل ایجاد گرمایش است. از این وسیله بهعنوان گرما دهنده برای ذوب قسمت موردنظر از قطعه کار و برش آن نیز استفاده میشود.
مشعل برش (cutting torch)
مشعل برش در دستگاه هوابرش همان مشعل مورد استفاده جهت برش قسمت موردنظر از قطعه کار است.

نازل (Nozzle) هوابرش
نازل محل خروج گاز است و بر اساس کاربردش انواع گوناگونی دارد. سطح مقطع نازلها بهصورت عام دایره ای است.
منبع: تیم تأمین محتوای فولاد 24