
همانگونه که در مقاله قبل اشاره شد نوردکاری از سده هفدهم به شکلی ساده تر برای تولید مقاطع فولادی مورد استفاده قرار می گرفته است. این فرآیند امروزه هم به شکل تکامل یافته تری همچنان مورد کاربرد است. اما متاسفانه این فرآیند در مواردی در انتهای پروسه تولید موجب ایجاد برخی ایرادات در محصول میشود.دراین مقاله قصد داریم به دنبال تکمیل بحث مقاله قبل، شما را با عیوب بیشتر، همراه با بررسی دقیق تر آن ها آشنا نماییم، با ما همراه باشید.
در ادامه به توضیحات حول این عیوب (پس از فرایند نورد کاری) پرداخته شده است. این عیوب به ترتیب به شرح زیر میباشند:
- حفره
- زنگ زدگی
- خراش
- کثیفی سطح
- چسبندگی
- هاله های بازپخت
- تاخوردگی
- موج
- کرنش های پيشرونده ( کویل بريک – اج استرين – نوارهای لودر)
- کم اسيد شويی
- خراش باز شدن کلاف (لغزشی)
- کاناله (بادکرده گي حرارتی)
عیوب ایجاد شده در ورق بعد از نوردکاری:
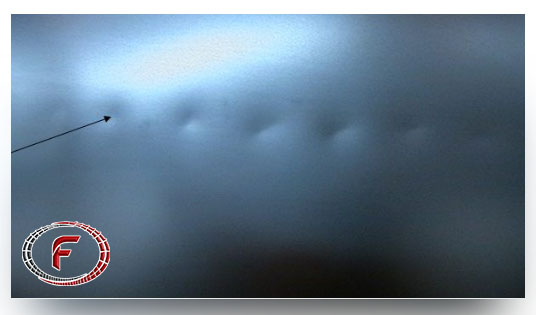
حفره
تعريف و شکل ظاهری: نقاط فرورفته يا کنده شده از سطح ورق ميباشد که به صورت سیکلی و با فواصل منظم تکرار ميگردد ( گام تکرار عيب برابر است با محيط غلتک ايجاد کننده عيب).
منشا: 1- چسبیدن اجسام خارجي به سطح غلتک کاری تاندم - اسکين و يا تمپر از قبيل پوسته های کنده شده از سطح ورق، پليسه، ذرات فلزی ناشي از دندانه اره اي، ذرات ناشي از سوختن لبه ورق در تاندم، پوسته های جداشده از کنوکتورهای بازپخت 2- وجود قطرات روغن يا گريس بين ورق و سیلندرهای کاری و يا بين سیلندرهای کاری و پشتيبان 3- باقي ماندن ذرات لاستيک کنده شده از رول ها يا گايدها که در حين عبور از خطوط قبل در داخل کلاف حبس شده است.
روش شناسايی: اين عيب با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسایی:امکان اشتباه اين عيب با ديگرعيوب بسيار کم است. با اين تفسير که اگر عيب دارای ظاهر براق بوده و فاقد زبري باشد مربوط به اسکين پاس میباشد.
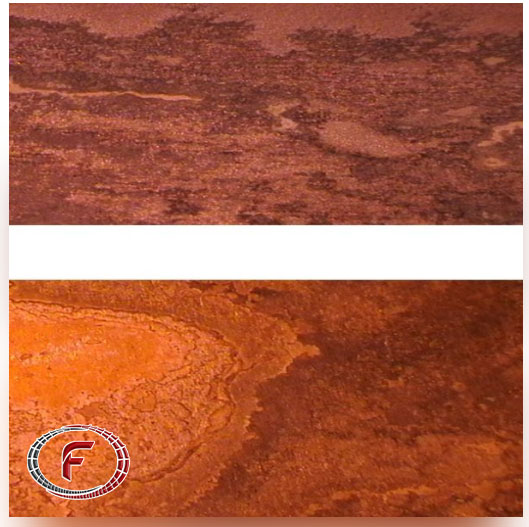
زنگ زدگی
تعريف و شکل ظاهری:لايه اي سطحي از محصول خوردگي آهن ميباشد که به رنگ زرد متمايل به قرمز تا سياه بر روي سطح ورق ظاهر میگردد. شکل و وسعت اين عيب بسيار متنوع میباشد. عيب با رنگ سياه مربوط به تاندم میباشد.
منشا: وجود آب بر روی سطح ورق مرطوب بودن فضاي انبار طولاني شدن زمان انبارداری.
روش شناسايی:اين عيب با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسایی:امکان اشتباه اين عيب با ديگر عيوب بسيار کم است. با اين تفاسیر که اگر عيب دارای رنگ سیاه باشد مربوط به تاندم بوده در غير اينصورت مربوط به اسکين يا تمپر میباشد.
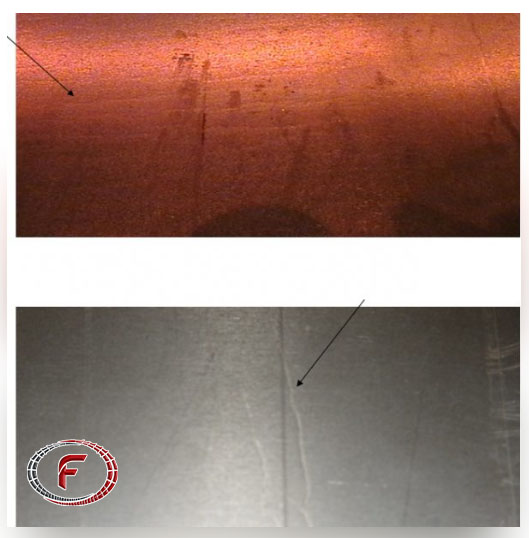
خراش
تعريف و شکل ظاهری:به خط افتادگی ها يا شيارهای ايجاد شده بر روي ورق که ممکن است به صورت پيوسته يا منقطع يا تجمعی باشد گويند. خراش در جهت نورد ايجاد شده و رنگ آن بسته به منشاء ايجاد عيب کدر يا روشن میباشد.
منشا:منشاء خراش های ورق سرد می تواند شامل تمام مراحل فرآيند از نورد سرد تا مراحل ساخت توسط مصرف کننده گردد. برخي دلايل ايجادعيب عبارتند از:اصطکاک در اثر توقف غلتک ها افتادن و کشيده شدن لايه ها بر روی هم تماس ورق با ذرات چسبیده به غلطک های لاستیکی تماس سطح ورق با گوشه های تیزتجهيزات خط و قطعات.
روش شناسايی: اينعيب با چشم غير مسلح قابل رويت مي باشد. برخي روشها که در شناسايي منشا عيب به کار مي آيند عبارتند از: خراش قبل از اسید شویی به صورت کدر و خراش حادث شده بعد از اسيد شويی روشن ميباشد لبه های خراش قبل از نورد به صورت برجسته و بعد از نورد به صورت خميده میباشد. اگر خراش قبل از بازپخت اتفاق افتاده باشد اندازه دانه های حول خراش ريز تر خواهد بود و اگر خراش مربوط به بعد از بازپخت باشد اندازه دانه های حول خراش با ساير دانه ها يکسان خواهد بود.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با عيب خراش وجود دارد.
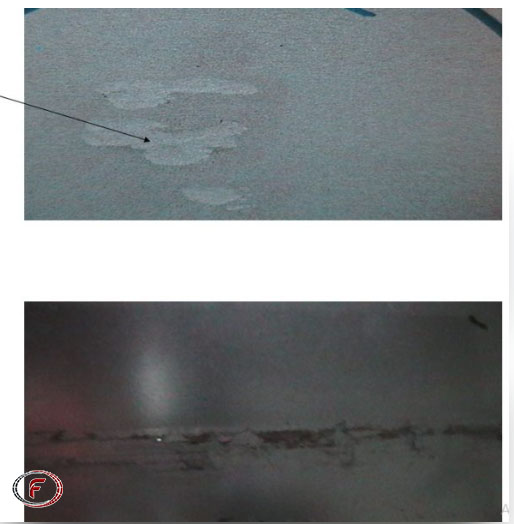
کثيفی سطح
تعريف و شکل ظاهری: لکه ها وهاله هايی به شکل ها و رنگ های متفاوت که با کشيدن يک کاغذ سفيد بر روي ورق آشکار می شود.که در صورت وجود اين نقص کاغذ تیره میشود.بعضی اوقات به شکل لکه های وسيع و يا حتي به شکل نوارهای کم و بيش منظم و دراز ظاهر شوند. بعد از رنگ کاری چنين محصولاتی غير یکنواختی سطح زیررنگ مشخص خواهد شد.
منشا:آلوده بودن امولسيون تاندم (وجود روغنهاي هيدروليک و lubricant در امولسيون) ريزش روغن يا گريس از جرثقيل ها يا تجهيزات خطوط بر روي ورق کثیف بودن مسير عبور ورق کثيف بودن دترجنت شوینده در تمپر/ اسکين پاس وجود روغن در هواي فشرده خشک کننده مستهلک شدن برس های تميز کاری نامطلوب عمل کردن سیکل بازپخت.
روش شناسايی: اين عيب با چشمغيرمسلح قابل تشخيص می باشد ولی ميتوان به کمک دستگاه رفرکتومتردرصد آن را مشخص کرد.
امکان اشتباه در شناسايي: امکان اشتباه اين عيب با ديگر عيوب بسيار کم است.
چسبندگی
تعريف و شکل ظاهری: خطوط کرنشي هستند که کم و بيش به صورت منحنی ظاهر می گردند.
منشا: در فرايند بازپخت ( مخصوصا در درجه حرارت های بالا و ضخامت های پايين) تمايل به جوش خوردن لايه ها به يکديگر به صورت نوعی جوش خوردگی اتفاق مي افتد.در اسکين پاس براي باز شدن کلاف مقدار کشش مشخصی لازم است. در حالي که اين اعمال کشش برای باز کردن لايه های جوش خورده باعث می شود که ورق از نقطه تسليم عبور نمايد و عيب چسبندگی به صورت موضعي پدیدارگردد. دلايل زير موجب توسعه و تشديد عيب مذکور می گردند: اعمال کشش بيش از حد مجاز هنگام کلاف پيچد در تاندم ناکافی بودن زبری سطح ورق نامناسب بودن صافی سطح ورق ( موج مرکزی) ضربه خوردن کلاف قبل از بازپخت درجه حرارت بالای بازپخت نامناسب بودن پروفيل ضخامت سرعت زياد خنک کاری ورق.
روش شناسايی: اين عيب با چشم غير مسلح قابل تشخيص می باشد. اگر عيب در تمام طول کلاف تکرار شده باشد مربوط به مشکلات ذکر شده در تاندم می باشد و اگر فقط در سر و ته کلاف حادث شده باشد مربوط به بازپخت می باشد.
امکان اشتباه در شناسایی: امکان اشتباه اين عيب با ديگر عيوب بسيار کم است.

هاله های بازپخت
تعريف و شکل ظاهری: هاله هاي بازپخت بر روي ورق سرد که به صورت ثابت (جعبه ای) آنيل شده است اتفاق میافتد. شکل اين هاله ها به صورت رنگي يا نوارهاي خاکستری متمايل به سياه بوده که اغلب به صورت مارپيچ يا خوشه اي در امتداد کناره های کلاف اتفاق میافتد. ( رنگ هاله ها بستگی دارد به ميزان اکسيد شدن سطح)
منشا: بر اثر تماس اکسيژن هوا با کلاف هايی که سيکل آنيل را میگذرانند اتفاق میافتد که اين حالت ممکن است در هنگام برداشتن رنگ کوره و قرار گرفتن کلاف های داغ در مجاورت هوا و يا نفوذ اکسیژن در گاز محافظ رخ دهد.
روش شناسايی: اين عيب با چشم غير مسلح قابل تشخيص میباشد.
امکان اشتباه در شناسایی: امکان اشتباه اين عيب با ديگر عيوب بسيار کم است.
تاخوردگی
تعريف و شکل ظاهری: نوعی عيب ناشی ازغلتک های کاری بوده که بر روی هر دو سطح ورق و به شکل خطوط مورب و روشن تر از زمينه ايجاد میگردد.
منشا: اگر ورق قبل از رفتن به زير غلتک های کاری انباشته شود باعث ميشود که سطح غلتک های کاری آسيب ديده و اين آسيب ديده گي به شکل يک سری خطوط مورب بر روی ورق منتقل شود. علل انباشتگی ورق: کافی نبودن کشش بین قفسه ها براي کلاف های موجدار دهانه ندادن مناسب روی مندريل کلاف پيچ و کلاف بازکن هدايت نامناسب ورق به زير غلتک ها.
روش شناسايی: اين عيب با چشم غير مسلح قابل تشخيص میباشد.
امکان اشتباه در شناسایی: در بعضي موارد ممکن است اين عيب و عيب کویل بريک اشتباه گرفته شود.
موج
تعريف و شکل ظاهری: عبارت است از تغيير شکل ناهمگن ورق در طي پروسه نورد که به صورت کنگره ای و يا چين خورده گي در کناره ها و يا مرکز ورق ظاهر شود و با قرار دادن ورق بر روي سطح صاف قابل رويت ميباشد.
منشا: 1- نامناسب بودن پروفيل ضخامت در عرض ورق قبل از نورد 2- نامناسب بودن کران هاي مکانيکي و حرارتي غلتک های کاری نورد 3- نامناسب بودن فشار غلتک های کاري نورد 4- نامناسب بودن توزيع کاهش ضخامت بين قفسه هاي نورد 5- ميزان نبودن فاصله غلتکها در يک قفسه نسبت به پروفيل ضخامت ورودي 6- اعمال کشش نامناسب در قفسه هاي تمپر و اسکين 7- صحيح عمل نمودن تيغه هاي کناره بري 8 – تماس کناره های ورق با تجهيزات ثابت خط نظير گايدها 9- شکل نامناسب ورق ورودي ( شمشيري و تلسکوپی)
روش شناسايي: با چشم غير مسلح و با قرار دادن ورق بر روي سطح صاف و فاقد کشش اين عيب قابل رويت ميباشد.
امکان اشتباه در شناسايي: امکان اشتباه اين عيب با ديگر عيوب بسيار کم است.

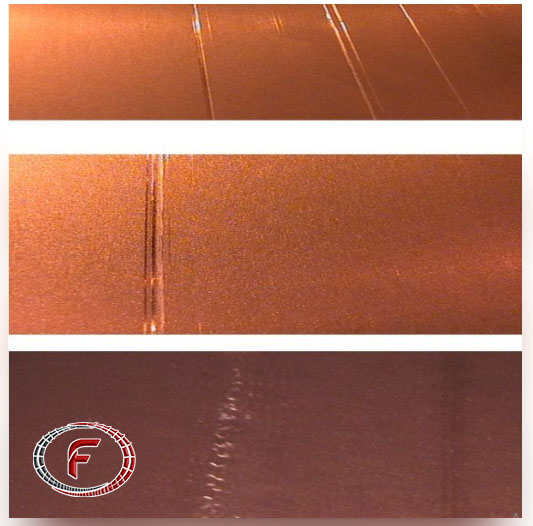
کرنش های پيشرونده ( کويل بريک – اج استرين – نوارهای لودر)
تعريف و شکل ظاهری: خطوط با رنگ روشن تر از زمينه که فواصل تکرار آنها منظم يا نامنظم بوده و با شکل های متفاوت.
منشا: منشا هر سه عيب فوق یکسان بوده اما به دليل موقعيت عيب در عرض ورق و جهت آنها با عناوين جداگانه نامگذاري ميشوند. علت ايجاد اين عيوب اعمال تنش موضعي بر روي ورق و عبور از نقطه تسليم میباشد. علل عبور از نقطه تسليم عبارتند از: کافی نبودن مقدار الانگيشن اعمالی در اسکين پاس جمع شدن ورق در چشمی کلاف موازي نبودن محور مندريل با قفسه نورد که باعث اعمال کشش غير یکنواخت به کناره های ورق ميشود. موج دار بودن ورق.
روش شناسايی: با چشم غير مسلح قابل رویت بوده
امکان اشتباه در شناسايی: سه عيب فوق تا حدودی مشابه یکدیگربوده بخصوص اج استرين و کویل بريک. ولي با توجه به اين مساله که نوارهای لودر خطوطی با زاويه 45 درجه نسبت به لبه ورق میباشند اين عيب از دو عيب ديگر مجزا میباشد . عيب اج استرين معمولاً در لبه ها میباشد در حالی که کویل بريک میتواند در کل عرض کلاف پراکنده باشد.
کم اسيد شويی
تعريف و شکل ظاهری: رگه های سياه رنگ ( پوست ماری) در جهت عرض کلاف و متمايز از زمينه ورق
منشا: دلايل ايجاد اين عيب عبارتند از: پايين بودن غلظت اسيد، بالا بودن سرعت ورق، پايين بودن درجه حرارت، اسيد غوطه وری نامطلوب، ورق يا اسپری نامناسب اسيد برخی از گريدهای فولاد، مستعد اين عيب میباشند مانند EK2
روش شناسايی: با چشم غير مسلح قابل رويت میباشد.
امکاناشتباهدرشناسایی:امکاناشتباهاينعيبباديگرعيوببسيارکممیباشد. 
خراش باز شدن کلاف (لغزشی)
تعريف و شکل ظاهری: عبارت است از صدمه ديدن مکانيکي سطح ورق که اغلب به صورت خوشه ای يا پنجه گربه ای ظاهر می گردد.
منشا: اين عيب به دليل لغزيدن (سر خوردن) لايه های ورق بر روی يکديگر اتفاق ميافتد به عنوان مثال اگر کلاف در خط تاندم شل پيچيده شده باشد هنگام باز شدن کلاف در اسکين پاس اين عيب حادث ميشود. يکي ديگر از دلايل ايجاد اين عيب میتواند ليز خوردن ورق در موقع شتاب منفی يا مثبت باشد.
روش شناسايی: با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسایی: امکان اشتباه اين عيب با ديگر عيوب بسيار کم میباشد.
کاناله (بادکرده گي حرارتی)
تعريف و شکل ظاهری: نواري به رنگ روشن تر از زمينه که به صورت کانال ودر جهت نورد ايجاد ميشود. عرض اين عيب در صورتي که مربوط به نورد سرد باشد از عرض کاناله نورد گرم کمتر میباشد.(200-50 ميليمتر) اين عيب معمولاً تمام طول کلاف را در بر ميگیرد و ممکن است چند عيب کاناله به صورت همزمان بر روی نوار وجود داشته باشد. و حتی ممکن است بعد از پيچيده شدن کلاف به صورت يک برآمدگی ظاهر شود.
منشا: اختلاف ضخامت مابين محل ايجاد کاناله و بقيه عرض ورق باعث ايجاد اين عيب ميشود (پروفيل ضخامت). علت اين اختلاف ضخامت ناشی از خنک شدن غير يکنواخت سطح غلتک های کاری میباشد که اين خود به دليل بسته شدن افشانک های آب به صورت موضعي ميباشد که اين امر باعث گرمتر شدن موضعی سطح غلتک شده و طبعاً انبساط بیشتری در سطح گرم شده غلتک نسبت به بقيه سطوح صورت می گيرد و در نتیجه باعث کاهش ضخامت بيشتری بر روی ورق میشود.
روش شناسايی: با چشم غير مسلح قابل رويت بوده و با لمس نمودن هم قابل شناسائی میباشد.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با ديگر عيوب بسيار کم میباشد.
جمع بندی
در این مقاله به دیگر عیوب ورق پس از فرآیند نوردکاری اشاره نموده ایم، امیدواریم این مقاله برای شما مفید بوده باشد، شما کاربر گرامی میتوانید جهت مشاهده و استفاده از بخش های مختلف سایت فولاد۲۴ به لینک های ذیل مراجعه فرمایید:
- لیست تامین کنندگان ورق در سایت فولاد 24
- لیست صورت بار ورق در سایت فولاد 24
- لیست درخواست خرید، خریداران و مصرف کنندگان ورق در سایت فولاد 24
- لیست شرکت ها / اشخاص ارائه دهندگان خدمات در سایت فولاد 24
منبع: گروه تامین محتوای فولاد24