
خمکاری فلزات فرآیندی است که برای شکل دهی فلزات در صنایع مختلف مورد استفاده قرار میگیرد. در این مقاله همراه ما باشید تا این موارد را بررسی نماییم:
- خمکاری چیست؟
- ظرفیت خمکاری
- انواع دستگاه خم کن
- روشهای خمکاری لوله
- قالب خمکاری چیست
- انواع قالبهای خمکاری
- عیوب خمکاری
خمکاری چیست؟
خمکاری در کل به فرآیند تغییر فرم ظاهری فلزات میگویند. این تغییر فرمها دارای درجه و زاویه و خط خم میباشند که با توجه به دستگاههای موجود تقریباً در هر زاویه، درجه و با هر نوع شعاعی، خمکاری ورقهای فلزی امکان پذیر است. همانطور که میدانیم عنصر کربن تأثیر به سزایی در سختی فلزات دارد، لذا هر چقدر میزان کربن در یک فلز بیشتر باشد، خمکاری آن نیز مشکلتر خواهد بود.
ظرفیت خمکاری
ظرفیت خمکاری متغیر بوده و به میزان کربن آنها بستگی دارد. با افزایش میزان کربن قابلیت خمکاری کاهش مییابد. در واقع این دو با هم رابطه عکس دارند. لولههایی که درصد کربن آنها تا ۱٫۲ است، امکان خمکاری در حالت سرد را داشته و در صورتی که درصد کربن از مقدار ذکر شده بیشتر شود، خمکاری به روش گرم انجام میپذیرد. با افزایش درصد کربن شکنندگی بالا میرود.
انواع دستگاه خمکن
خمکن دستی
این دستگاه برای خمهای گوشه دار و آنهایی که انحنای محدودی دارند، به کار میرود. این دستگاه دارای پایهای بوده که فک زیرین برروی آن سوار شده است. فک رویی به کمک مکانیزم پیچ و مهره قابل حرکت بوده و به وسیله آن میتوان ورق را بین دو فک محکم کرد. فک دیگری به نام فک خمکننده وجود دارد که حول محور به صورت شعاعی، قابل حرکت بوده و به وسیله آن میتوان ورقی را که قبلا بین فکهای رویی و زیرین محکم شده است، خم کرد.
برای خنثی کردن نیروی وزن فک خمکننده معمولا در انتهای محور آن وزنهای قرار دارد که به آن وزنه تعادل میگویند. در لبه فکهای سه گانه مذکور معمولا تیغههایی از جنس فولاد، نصب شده است که قابل تعویض بوده و با تعویض آنها میتوان خمهای مختلفی را به وجود آورد.
با این نوع ماشین خم ورق، میتوان ورقهای آهنی و فولاد کم کربن را تا ضخامت 3 میلی متر، ورقهای آلومینیومی و آلیاژهای آن را تا ضخامت 6 میلیمتر و همچنین ورقهای مس و برنج را تا ضخامت 5 میلی متر خمکاری کرد.
خمکن ساده ستونی
این ماشینها در دو نوع با فک بالای ساده و یا با فک بالای لقمهای موجود هستند و از نظر ابعاد نیز در طولهای مختلف به بازار عرضه میشوند. در این گونه ماشینها ورق فلزی مورد خمکاری بین دو فک بالا و پایین قرار گرفته و فک بالا که متحرک است به وسیله دستهای که برای همین کار در نظر گرفته شده به پایین فرستاده میشود و ورق را به فک پایین محکم میفشارد. صفحهی گردان که در قسمت جلوی ماشین قرار دارد، توسط دو محور از دو طرف در یاتاقان قرار گرفته و در درون دو کشویی که به طور عمودی حرکت میکنند، جاسازی شده است.
صفحهی گردان که مسئولیت خمکاری را برعهده دارد، دارای دو وزنه است. این وزنهها وظیفه افزایش نیروی خمکاری را برعهده دارند. تیغهی پایینی که روی این صفحه قرار دارد میتواند برای ضخامتهای مختلف قابل تنظیم باشد. با چرخاندن فلکه صفحه گردان این صفحه به سمت پایین حرکت کرده و دستگاه برای ضخامت جدید تنظیم میشود و به کمک دسته صفحه گردان، خمکاری صورت میگیرد. زاویهی حرکت صفحهی گردان قابلیت تنظیم دارد و میتوان آن را برای ضخامتهای مختلف تنظیم کرد.
با اینگونه خمکنها ورقهای فولادی کم کربن را تا ضخامت ۳ میلی متر، ورقهای آلومینیومی را تا ضخامت ۶ میلی متر و ورقهای برنجی و مسی را تا ضخامت ۵ میلی متر میتوان خمکاری نمود.
خمکن برقی
ماشینهای خمکن برقی نسبت به ماشینهای خمکن ساده دستی دارای کارایی خوب و موثرتری هستند و به طول یک تا شش متر ساخته میشوند.
اجزای دستگاه خمکن ورق برقی عبارتاند از:
- موتور الکتریکی و جعبه دنده معکوسکننده دور
- فک بالایی دستگاه و وابستههای آن که حرکت خود را از الکتروموتوری که در قسمت پایه سمت راست نصب شده است، میگیرد.
- صفحه گردان و وابستههای آن که نیروی خود را برای خمکاری از الکتروموتور میگیرد.
- تجهیزات تبدیل و انتقال نیرو که این تجهیزات تبدیل نیرو و انتقال آن را به قسمتهای متحرک ماشین امکان پذیر میسازد و معمولاً در پایههای دستگاهها جاسازی میشوند.
- جعبه فرمان مجهز به کلیدهای روشن وخاموش موتور و کلید فرمان توقف دقیق تیغهها به هنگام خم کاری که روی دستگاه نصب شده است.
پرس خمکن
نوعی ماشین دستی یا خودکار است که برای شکل دهی اجسام تحت فشار کاربرد دارد. دستگاههای پرس به یکی از روشهای زیر دستهبندی میشوند:
- براساس طرزکار یا مکانیزم: پرس هیدرولیک، پرس مکانیکی، پرس پنوماتیک شکل
- براساس کاربرد: پرس آهنگری، پرس فرم، پرس خمکاری، پرس برش
- براساس ساختار و اسکلتبندی: پرس ضربه لنگی، پرس پیچی، پرس دروازهای.
روشهای خمکاری لوله
بهترین وسیله برای انتقال سیالات، مایعات، نفت و گاز لولههای فولادی هستند. به دلیل تنوع در کاربردهای این محصولات، در ساخت و تولید این محصولات فولادی تنوع زیادی وجود دارد. برای مثال، از انواع لولههای فولادی میتوان به لوله گازی، لوله جداره چاه، لوله مانیسمان، لوله مبلی، لوله گالوانیزه و درزدار اشاره کرد. از دیگر مصارف لولههای فولادی، استفاده از آن در پروژههای گازرسانی و برای انتقال خطوط گاز است.
در خطوط انتقال گاز، آب و یا دیگر سیالات از دو نوع لوله توکار و روکار استفاده میشود. گاهی برای تغییر انتقال مسیر لوله یا برای زوایای مسیر به لولههایی که انحنا دارند نیاز است. با استفاده از روشی که به آن خمکاری لوله یا BEND میگویند این مقاطع فولادی را مطابق با اصول خم کرده، سپس از آن استفاده میکنند.
خمکاری پرسی
در لولههای شوفاژ و یا در ساخت برخی از مبلمانهای اداری به دلیل اینکه شعاع خمکاری دارای ویژگی خاصی نیست، از این روش برای خم مقاطع استفاده میکنند. در دستگاه خمکاری لوله به روش پرسی نیروی مورد نیاز توسط یک جک هیدرولیکی تامین میشود و لوله بعد از قرار گرفتن میان دو غلتک خم میشود.
خمکاری فشاری
شیوه کار در این روش به گونه ایست که قالب ثابت میماند سپس کفشکی ضمن حرکت، لوله را به درون قالب فشار میدهد خمکاری لوله مسی از این طریق میباشد.
خمکاری کششی
در خمکاری کششی، قالب دوران میکند. در این روش، در ابتدا لوله در محل شروع خم توسط گیره به قالب فشرده و محکم گرفته میشود. سپس هر دو با هم شروع به دوران کرده و لوله به درون قالب کشیده میشود. جهت جلوگیری از تغییر فرم سطح مقطع لوله و بیضی شدن آن، قالب فشاری به لوله فشرده شده و در اثر اصطکاک، به همراه لوله به جلو کشیده میشود و همواره در نقطه شروع خم در مقابل قالب قرار میگیرد و مانع از تغییر شکل لوله و بیضی شدن آن در هنگام خمکاری میگردد. به همین دلیل طول آن بایستی حداقل برابر طول خم باشد. از این روش برای خمکاری لولههای با ضخامت کم میتوان استفاده کرد. روش خمکاری کششی نسبت به خمکاری پرسی، خمکاری فشاری و خمکاری نوردی، جهت ارائه یک خم با کیفیت، بسیار مناسب تر بوده و از این رو در بسیاری از کارخانجات تجهیزات سازی از آن استفاده میشود.
خمکاری نوردی یا خمکاری لوله به روش گرم
خمکاری به شیوه گرم لولههای فولادی از شیوههای کهن است، ولی به دلیل اعمال حرارت به مقاطع فولادی و آسیبپذیرکردن این محصولات در نقطه گرمادیده در بیشتر واحدهای صنعتی، ترجیح بر استفاده از شیوه سرد برای خم لوله است. با گرما دیدن مقاطع فولادی، ساختار کریستالی محصول دچار تغییرات شده و محصول را آسیب پذیر میکند. دو نکته در روش گرم خمکاری لوله فولادی وجود دارد: اول آنکه در مواردی که به زاویه زیاد در خمکاری نیاز باشد ناچار به استفاده از روش گرم است و مورد دوم اینکه بعد از انجام مراحل خمکاری به این شیوه باید عملیات حرارتی بر روی مقطع انجام گیرد.
خمکاری سه غلتکی
امروزه جهت خمکاری لولههای قطور بیشتر از روش خمکاری سه غلتکی استفاده میشود. این نوع خمکاری بهطور گسترده در خمکاریهای با شعاع زیاد و در زوایای خم کوچک در انتقال نفت و گاز استفاده میشود. بعد از اینکه خمکاری انجام شد، خواص مکانیکی، متفاوت از لوله خم شده خواهد بود.
قالب خمکاری چیست؟
ما برای خم زدن ورقهای فلزی در صنعت از قالبهای فلزی استفاده میکنیم. قالبهای خمکاری سهم بزرگی در صنعت دارند که به کمک آنها میتوان خمهای از ۱ تا ۱۸۰ درجه را در قطعات ایجاد کرد. به طور مثال برای تولید بستهای فلزی لازم است تا با یک سیستمی ورق برش خورده را خمکاری کنیم که برای کارهای از این قبیل، یک قالب خمکاری مخصوص همان بست طراحی و تولید میکنیم تا به کمک آن قالب بتوانیم در زمان خیلی کم یک بست فلزی تولید کنیم.

انواع قالبهای خمکاری
قالبهای خمکاری به طور کلی به دو نوع قالبهای خم با حرکت مستقیم و قالبهای خم با حرکت دورانی تقسیم میشوند
قالبهای خم با حرکت مستقیم عبارت اند از: قالب خم L شکل قالب خم V شکل قالب خمU شکل وقالب خم Z شکل
قالب خم L شکل یا خم کناره
برای مثال از موارد تولیدی این قالبها میتوان به نبشیها اشاره کرد در این حالت نیروی ورق گیر برابر با نیروی خم کاری میباشد.
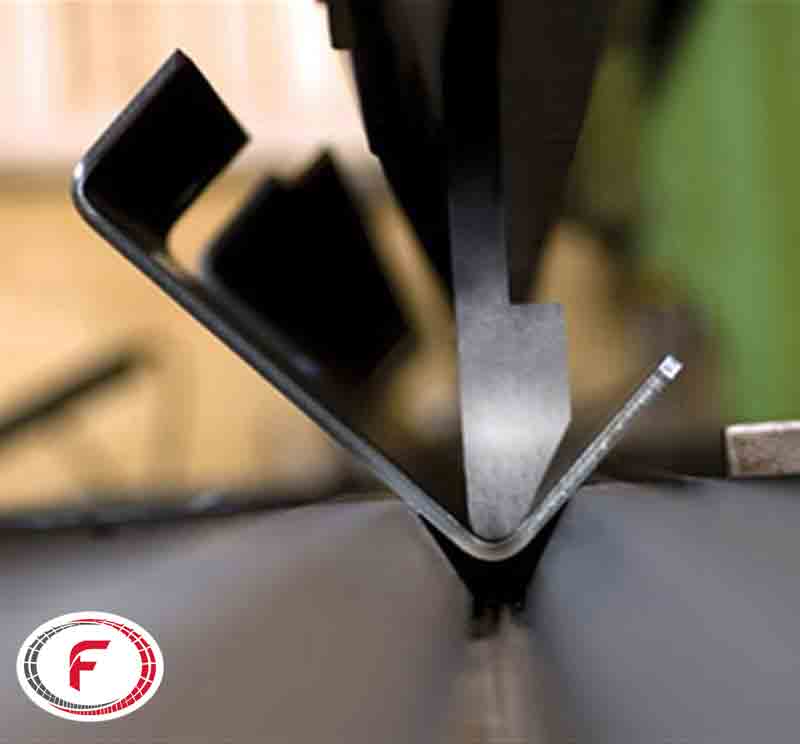
خم L شکل قالبهای خم Vشکل
این قالبها ورق را به فرم V خم میکنند. از این قالبها در مواقعی که نیاز است تا قطعه خود را بصورت V دربیاوریم، استفاده میکنیم.
قالبهای خم Uشکل
قطعات U شکل را میتوان در یک قالب چنان پرسکاری کرد که همه لبههای خمکاری به طور همزمان خمکاری شوند.
قطعه کار بر اثر برگشت فنری خود در قالب گیر میکند و قطعه توسط یک بیرون انداز که در قالب قرار داده شده است از قالب به بیرون هدایت میشود.
قالبهای خم Zشکل
قطعات z شکل را میتوان در قالبهای ساده و در دو مرحله کاری تولید کرد. ولی اگر تیراژ تولید بالا باشد این قطعات را میتوان توسط قالبهای خم شکل در یک مرحله خمکاری نمود.
تار خنثی
تار خنثی محوری است در ورق که حین عمل خمکاری تنش درآن صفر است و در محاسبات طول خم مهم میباشد. محور خنثی در سطوح منظم و متقارن قبل از خمکاری در مرکز سطح قرار دارد و بعد از عملیات خم نسبت به شعاع خم و ضخامت ورق به داخل خم کشیده میشود.
عیوب خمکاری
با توجه به تحمیل هزینههای زیاد به علت به وجود آمدن عیوبی که ممکن است در حین خمکاری لولهها به وجود آید، شناخت و جلوگیری از بروز چنین عیوبی در حین خمکاری لوله لازم و ضروری به نظر میرسد. به طور کلی پارامترهایی وجود دارند که چگونگی آنها بعد از فرایند خم؛ پذیرش و یا عدم پذیرش خم را مشخص میکند. در ادامه به معرفی این عوامل میپردازیم.
ریکویل
یکی از عیوب بوجود امده در خمکاری l شکل عیب ریکویل میباشد. که عبارت است از بلند شدن ورق از روی بستر که میتوان با استفاده از ورقگیر مناسب این عیب را کاهش داد.
گوش دار شدن
این عیب در اثر ناهمسانگردی ورق ایجاد میشود. زمانی که ورق در جهات مختلف رفتار متفاوت از خود بروز دهد در اصطلاح میگویند ورق ناهمسانگرد است.
گلوی شدن
در صورت انتخاب غیر مجاز شعاع خم مواد بیش از تنش مجاز ازدیاد طول نسبی پیدا کرده و ضخامت آن کاهش میابد.
پوست پرتقالی شدن
این عیب در اثر دانه بندی درشت و کیفیت سطح ورق ایجاد میگردد.
برگشت فنری
از آنجایی که مواد مدول الاستیسیته محدودی دارند، با برداشتن نیروی خمکاری ورقها مقداری برمیگردند که به آن برگشت فنری میگویند.
ویدئو خمکاری لوله را مشاهده نمایید.
تهیه شده در گروه تولید محتوای فولاد 24