
دستگاه پرس برک چیست ؟
در این مقاله به معرفی دستگاه پرس برک می پردازیم .هر چه بیشتر به اطراف خود نگاه میکنیم به انحنای وسایل فلزی و حتی دیگر وسایل پی میبریم. در صنعت این انحنا و خمکاریهای بهوسیله دستگاه انجام میشود، امروزه با پیشرفت جهان اشیا و تکنولوژیهای جدیدی پدید آمدند که در آنها فلز کاربرد بسیاری دارد اما فلزهای بهکاربرده شده در برجها، آسمانخراشها، آسانسورها، لولای درب، هود آشپزخانه، اجاقگازو … همه بهواسطهی فرایند خمکاری پدید آمدهاند.
در صنعت، اکثر خمکاریهای فلزات بهوسیله دستگاهی به نام دستگاه برس پرک صورت میگیرد، رایجترین دستگاهی که برای خم کردن ورقهای فلزی مورداستفاده قرار میگیرد دستگاه پرس برک است این دستگاه به کمک اجزای هیدرولیکی و مکانیکی خود ورقهای فولادی را از طریق یک نیروی بسیار زیاد شکلدهی میکند. کار با دستگاه پرس برک نیازمند ملاحظات ایمنی و دقت بالایی است.

دستگاه پرس برک (brake press ) بهصورت های دوبل ، پرس برک برقی cnc و پرس برک تک جک در صنعت یافت میشوند. دستگاه cnc پرس برک بهعنوان یکی از دستگاههای پرکاربرد صنعتی محسوب میشود که در قسمتهای مختلف صنعت کاربرد دارد.
دستگاه پرس برک برای تولید قطعات با شکلهای مختلف، انواع و اقسام قالبها، پانچهای V شکل و همچنین کانال شکل در صنعت موجود است، با استفاده از دستگاه پرس برک و قالب های آن میتوان قطعات مختلفی را به شکلهای مربع، مستطیل و گرد و همچنین شکلهای پیچیده پیادهسازی نمود.

نحوه کار دستگاه پرس برک
برای خمکاری توسط دستگاه پرس برک،ورق فلزی به روی قطعهای توخالی نام سمبه قرار میگیرد و بهوسیله اعمال فشار صفحات سنگینی ثابت نگهداشته میشود.معمولاً مقدار فشار روی این صفحات و پانچ جداگانه کنترل میشود، پس از اعمال فشار ابزار فولادی و سنگین به نام پانچ با اعمال فشار از بالا، ورق را خم میکند. تنظیم میزان فشار پانچ پرس برک باید با دقت انجام گردد زیرا زاویه خم شدن ورق بستگی به میزان فشار وارد شده توسط پانچو دارد. شکل نهایی ورق خمشده بستگی به شکل سنبه و پانچ دارد. سمبه و پانچ در یک دستگاه پرس برک طبق شکل قطعه مورد نیاز تغییر میکنند.

قابلیتهای جانبی دستگاه پرس برک
دستگاههای پرس برک فقط مخصوص خمکاری ورقهای فلزی نیستند بلکه قادر به عملیات دیگری نیز میباشند، یکی از کارها این است که میتوانند در ورقه سوراخ ایجاد نماید. دستگاه پرس برک میتواند با تعویض پانچ، طرحهای مشبک به اشکال مختلف روی ورق ایجاد نماید. این دستگاه میتواند میان ورق فلزی شکاف ایجاد کند.
همچنین بعضی از دستگاههای خمکاری ورق فلزی، قادر به برش ورقها نیز هستند و میتوانند بهصورت خطوط صاف و نواری برش ایجاد کند. همچنین میتوان شکافی با شکل دلخواه هم بهوسیله چند بار پانچ کردن روی ورق ایجاد نماید. برای خمکاری ورقهای فلزی با زاویه بیش از نود درجه،نیاز به ابزارهای خاصی هست که قادر به تولید نیروی فشاری افقی نیز باشند.

اجزای دستگاه پرس برک
- فریم و تنه محکم
- نیرومحرکه خمکاری
- بدنه دستگاه
- فک بالا و میز پرس
- گیره ابزار
- قرار عقب
- محورهای حرکتی دستگاه
- بازوهای نگهدارنده
- سیستم فرمان و کنترل

سیستم کراونینگ (Crowning) در پرس برک چیست؟
یکی از مشکلاتی که هنگام خمکاری قطعات با دستگاه پرس برک با آن روبرو میشویم باز بودن زاویه خم در وسط قطعه کار نسبت به طرفین است.علت این اتفاق تغییرشکلهای سازهای دستگاه پرس برک در اثر نیروهای وارد شده درحین خمکاری است. یکی از روشهای قدیمی برای از بین بردن این مشکل این بود که اپراتورهای دستگاه با استفاده از کاغذ یا شیم اقدام به لایه گذاری (لاتون) زیر ماتریس میکردند که این اختلاف زاویه را رفع کنند.
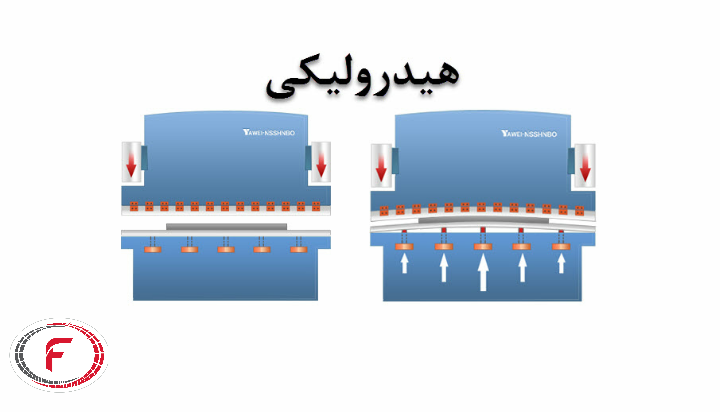
امروزه با پیشرفت دستگاههای CNC از سیستمهای کراونینگ (Crowning) برای رفع این مشکل استفاده میشود. طریقه کار سیستمهای کراونینگ این (Crowning) بدین صورت است که با ایجاد یک قوس در طول میز دستگاه باعث خنثی شدن اثرات تغییر شکل سازه دستگاه و به دست آمدن زاویه خم یکسان در طول خم میشوند. سیستمهای کراونینگ (Crowning) به دو دسته کلی هیدرولیکی و مکانیکی تقسیم میشوند.
در سیستمهای هیدرولیکی، در قسمت زیرین میز ثابت (فک پایین) تعدادی سیلندر هیدرولیکی قرار میدهند که وظیفه خنثیسازی اثرات تغییر شکلهای سازهای را به عهدهدارند. یکی از مشکلاتی که در این نوع سیستم وجود دارد دقت پایین آن است و برای رفع این مشکل باید تعداد جکهای هیدرولیکی زیر میز دستگاه را زیاد کرده که این امر خود پیچیدگی در سیستم هیدرولیک دستگاه و همچنین افزایش قیمت تمامشده را به همراه دارد.
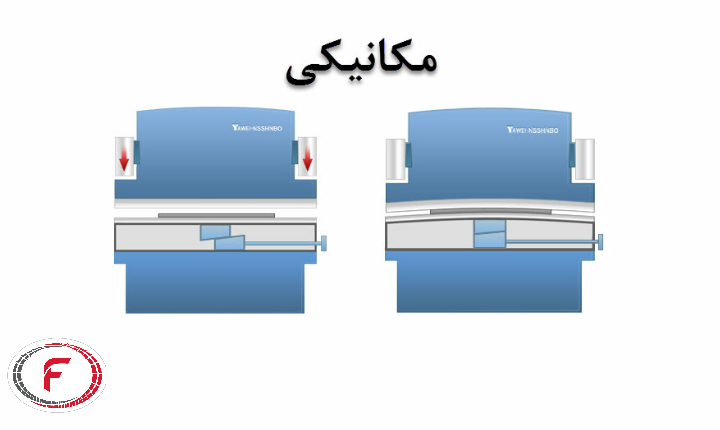
در سیستمهای مکانیکی میزدستگاه از دو قسمت ثابت ومتحرک تشکیلشده است وسطوح اتصال این دو قسمت میزبه هم ازگوههای سنگ خورده تشکیلشدهاند. قسمت متحرک براساس فرمان دریافت شده از کنترلر دستگاه بر روی قسمت ثابت حرکت میکند و در وسط میزانحنایی به سمت بالا برای خنثی کردن تغییر شکلهای سازهای ایجاد میکند واین مهم تضمینکننده زاویه خم یکسان در وسط خم و طرفین است. میزان حرکت قسمت متحرک بر اساس جنس و ضخامت ورق و همچنین طول خم توسط کنترلر محاسبه میشود. این سیستم دقیقترین نوع سیستم کراونینگ (Crowning) است.
جهت مشاهده لیست تامین کنندگان مقاطع فولادی به وب سایت فولاد 24 مراجعه نمایید.
منبع: گروه تامین محتوای فولاد 24