
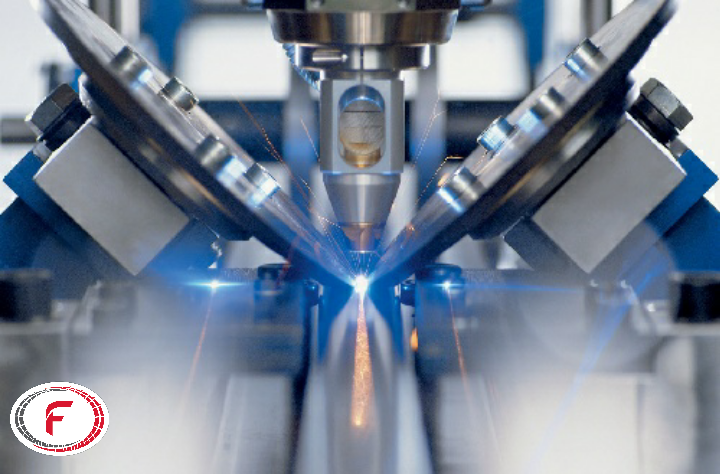
دستگاه جوش لیزر فلزات
دستگاه جوش لیزر فلزات دستگاهی است که با استفاده از Nd3+:Yag یا Fiber قابلیت جوش انواع فلزات مانند آهن، استیل، طلا، نقره، برنج، مس، نیکل، آلومینیوم را دارد. دستگاه جوش فلزات در صنایع مختلفی مانند: خودروسازی، قطعهسازی، کابین سازی، لوازمخانگی و طلا و جواهر و هوافضا و نظامی و میکروالکترونیک مورداستفاده قرار میگیرد.

جوش لیزر
جوش لیزر فرایندی است که سرمایش و گرمایش یک حجم مشخص از یک یا دو ماده جامد را به تعادل میرساند و باعث مذاب شدن ماده و انجماد همان ماده میشود. با توجه به اینکه جوش لیزر از اشعه برای ذوب ماده استفاده میکند، این عملیات موجب میشود که اجازه رشد و گسترش حوضچه مذاب به درون ناحیه فصل مشترک جامد داده شود و درنتیجه یک اتصال پیوسته میان اجزایی که متصل خواهند شد ایجاد شود.
در فرایند جوش زمانی اتصال ناموفق رخ میدهد که ناحیه مذاب خیلی بزرگ یا خیلی کوچک و یا اگر تبخیر ماده پیش از حد باشد، اتفاق میافتد. در جوش لیزر کیفیت جوش بستگی به تبخیر عناصر آلیاژی، گرادیان حرارتی اعمالی که منجر به ترک انجماد میشود تحلیل میشود. عدم تعادل در حجم و مقیاس ناحیه جوش منجر به ایجاد تخلخل میشود.
در جوش لیزر چند نکته بسیار حائز اهمیت است نکاتی که دانستن آنها برای کار با دستگاه بسیار مهم است بشرح ذیل می باشد:
- اولین مراحل تحقیق در جوش لیزری، مشخص کردن پارامترهای مؤثر بر تعادل بین گرمایش و سرمایش و منطقه جوش و مذاب و جامد و تکرارپذیری جوش لیزری و توسعه روشهای کنترل این پارامترها است.
- برای دستیابی به تعادل بین گرمای ورودی و خروجی باید تابش ثابت لیزر و گرما بهصورت یکنواخت در قطعه کاری منعکس شود.
- مسیر تابش لیزر به درون قطعه معمولاً بهوسیله تجمع گازهای داغ در نقطه تمرکز لیزر مختل میشود، در شرایط خاص این گاز داغ به یک ابر پلاسما تبدیل میشود که این گاز باعث تأثیرگذاری بسیار شدیدی بر باریکه لیزر و جذب و پخش لیزر میشود.
ویژگیهای اصلی جوشکاری لیزری
ویژگیهای اصلی جوشکاری لیزری عبارتاند از:
- سرعت، دقت و کنترلپذیری بالا، ویژگیهای اصلی جوشکاری لیزریاند.
- اتصال فلزات غیر همجنس باوجود نقطه ذوبهای بسیار متفاوت با استفاده از جوشکاری لیزری امکانپذیر است.
- جوشکاری لیزری عمدتاً بدون استفاده از سیم پرکن انجام میشود. لبه طرفین اتصال همزمان با تابش لیزر ذوبشده یک حوضچه جوش مشترک تشکیل میشود که ابعاد آن به علت چگالی انرژی بالای لیزر در مقایسه با روشهای جوشکاری مرسوم بسیار کوچکتر است.
- اجرای طرح اتصالهای مختلف، نظیر جوشکاری لببهلب (Butt welding)، رویهم (Overlapp welding)... با استفاده از جوشکاری لیزری امکانپذیر است.
انواع جوش لیزر
- جوش هدایتی
- جوش نفوذی یا سوراخ کلیدی
در حالت جوش هدایتی سطح ناحیه جوش شکسته نمیشود درنتیجه جوشکاری هدایتی کمتر مستعد جذب گاز در هنگام جوشکاری است، اما در حالت جوش نفوذی یا سوراخ کلیدی سطح ناحیه جوش باز میشود تا باریکه لیزر به درون ناحیه مذاب نفوذ کند که درنتیجه منجر به تشکیل تخلخل در جوش میشود.
جوش نفوذی یا سوراخ کلیدی
سوراخ کلید توسط لیزر معمولاً برای فولاد در چگالی توان تقریبی اتفاق میافتد. در چنین حالتی در جوش لیزر جوش کمعمق و پهن است. امّا در چگالی توانهای جوشهایی عمیق و نازک که زمانبر و هم کنش کمتری نیاز دارد به دست میآید که اجازه جوشکاری با سرعت بیشتری را به ما میدهد. ازآنجاکه جوشکاری لیزر یک روش با چگالی انرژی بالا است نیاز به هدایت گرما برای ایجاد نفوذ عمیق ندارد و این برخلاف روشهای معمول و مرسوم جوشکاری قوس و گاز است که از طریق هدایت گرمابه نفوذ دست مییابند.

جوش هدایتی
در حالت جوشکاری هدایتی مدارهای همدما بهصورت یکسان و بافاصله یکسان از منبع قرار دارند. عرض جوش در این حالت معمولاً بزرگتر از عمق و انرژی ورودی بیشتر از مقدار لازم برای نفوذ است. در حالت سوراخ کلید یا نفوذی منبع حرارت لیزر از سطح به داخل ضخامت ماده منتقل میشود و جوش عمیق و نازک به وجود میآید. همچنین در این حالت مقدار گرمای ورودی به حداقل میرسد.

باید به این موضوع توجه کرد که حالتهای هدایتی و نفوذی در جوشکاری نقطهای به یکدیگر تبدیل میشوند که این مورد، به شدّت قله توان لیزر و عرض پالس بستگی دارد.
منبع: گروه تأمین محتوای فولاد 24