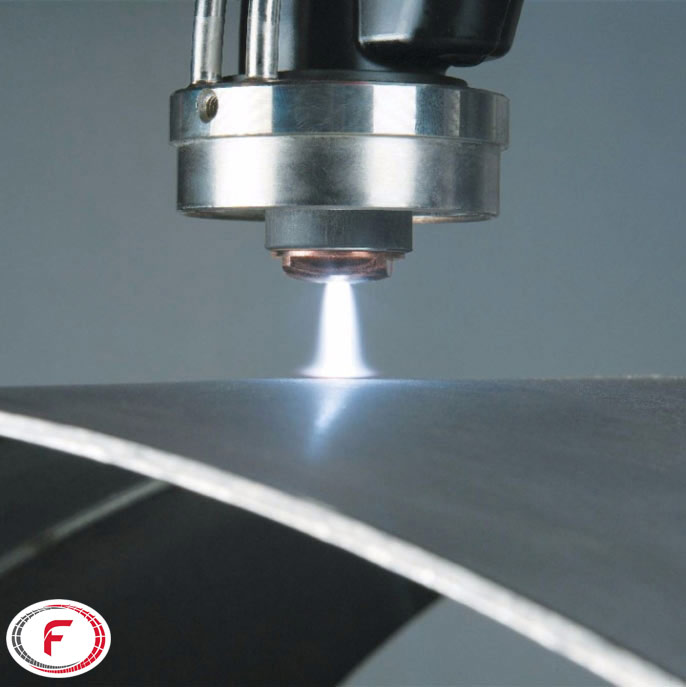
جوشکاری پلاسما یکی از روشهای جوشکاری است که در آن با کاربرد گازهای خنثی درجه حرارت به بالای ۲۰۰۰۰ هزار درجه سانتیگراد میرسد و و انرژی قوس بسیار متمرکز تر و پایدار تر از روش جوشکاری با گاز محافظ و الکترود تنگستنی TIG است.
پلاسما به معنی گاز یونیزه شده میباشد. به دلیل اینکه این گاز در این درجه حرارت و حالت از قانون گازها پیروی نمیکند، حالت چهارم وجود ماده به آن گفته میشود (جامد، مایع، گاز، پلاسما) چنانچه هوا یا گاز در قوس الکتریکی شرایط گذار به حالت پلاسما را بیابد قوس مربوط دارای انرژی حرارتی بسیار زیادی خواهد شد.
جوشکاری با قوس پلاسما
طرح کلی این روش شبیه جوش قوس تنگستن – گاز یا قوس فلز – گاز است با این تفاوت که در این نوع دستگاهای قوس الکتریکی اولیه در دهانه ورودی نازل گاز بی اثر به وجود میآید که در نتیجه آن گازهای بی اثر هنگام ورود به نازل بر اثر حرارت بالا یونیزه میشوند و محیط پلاسمایی پدید میآورند. این پلاسما به قوس الکتریکی بین تنگستن و فلزی که جوش داده میشود، منتقل شده و به علت دارا بودن حرارت بسیار بالا سرعت و کیفیت جوشکاری به نحوه
چشمگیری افزایش مییابد. به علت دستیابی به حرارتهای بسیار بالا که با این روش قابل دسترسی است از این تکنیک در برش فلزات نیز استفاده میشود.
در جوشکاری با قوس پلاسما قوسی تولید میشود که بسیار بلندتر، داغتر و قابل کنترل از قوس ایجاد شده در جوشکاری تیگ است. هرگاه شدت جریان کم باشد، کمتر از ۱۰۰ آمپر، میتوان جوشکاری موسوم به جوشکاری با قوس سوزنی انجام داد. از این قوس بلند و سوزن مانند برای اتصال قطعات بسیار نازک فلز، به ضخامت ۰/۰۲ تا ۳ میلیمتر استفاده میکنند.
در این فرآیند از جریان مستقیم (DC) استفاده شده و الکترود تنگستنی به قطب منفی منبع انرژی متصل میشود؛ اما امروزه ماشین جوشکاری پلاسما با پلاریته متغیر به منظور جوشکاری آلومینیوم ارائه شده است.
موادی که قابلیت جوشکاری پلاسما دارند عبارتند از:
- فولاد زنگ نزن
- آلیاژهای فولاد
- آلومینیوم
- نیکل
- تیتانیوم
- فلزات گرانبها
اصول و نحوه ی عملکرد جوشکاری پلاسما:
در ابتدا بايد يادآوري كنيم كه پروسه برش و جوش پلاسما تنها در مواد هادي جريان الكتريسيته قابل اجرا است. در واقع در اين روش با عبور پلاسما از ميان تورچ و خوردن آن به ماده شكلي از انرژي از يك چشمه انرژي به ماده انتقال پيدا مي كند و ماده بريده ميشود. پروسه برش پلاسما بر خلاف پروسه برش هوا گاز بيشتر بر گرماي زياد براي ذوب و سرعت بالاي گاز تكيه دارد نه بر اكسيد شدن ماده. به اين ترتيب از اين روش ميتوان هم براي فلزات آهني و هم براي فلزات غير آهني مانند آلومينيوم استفاده كرد. با اين روش ديگر مشكل اكسيد مقاوم بعضي از فلزات وجود ندارد.
فرآيند جوشكاري پلاسما به صورت اتوماتيك و دستي قابل دسترس است. اين دو روش در عمليات مختلف اعم از جوشكاري در حجم هاي بالا( مثل ورقها ي فولادي ) تا جوشكاري دقيق مثل ابزارهاي جراحي استفاده ميشود. به عنوان مثال در جوشكاري ماشيني ميتوان از تعمير پره هاي موتورها جهت نام برد و براي جوش دستي ميتوان به جوشكاري تجهيزات آشپزخانه و مواد غذايي و لبني اشاره كرد.
اساساً دستگاه برش و جوش پلاسما از يك توليد كننده جريان الكتريكي و يك ژنراتور فركانس بالا، يك ريز پردازنده، كمپروسور( در هوا ) و تورچ تشكيل شدهاست. اجزاء سيستم انرژي مورد نياز را توليد ميكنند و قابليت يونيزاسيون را به وجود ميآورند. همچنين پروسه يونيزاسيون را كنترل ميكنند. كنترل پروسه براي توليد با كيفيت بالا يك امر ضروري است. در اين روش مواد مختلف با كيفيت بسيار بالا بريده ميشود.
داراي حرارت بسيار بالايي است در حدود ۵۰۰۰ درجه. اين گاز در اين حالت يونيزه شده و مثل فلزات داراي الكترون آزاد است. بنابراين ميتوان هادي جريان الكتريسيته نيز باشد. اين همان حالت چهارم ماده است. عمل جوشكاري دقيقا مثل جوشكاري با GTAW يا TIG است. با اين تفاوت كه به جاي قوس الكتريكي از قوس پلاسما استفاده مي شود. مثل جوش TIG الكترود و فلز با قوس پلاسما داغ شده و ذوب ميشوند و روي هم روان ميگردند.
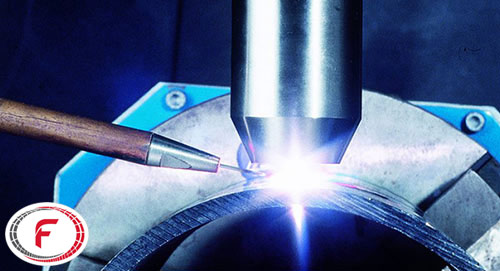
در تورچ جوشكاري پلاسما، يك الكترود تنگستن در داخل نازل مسي كه دهانه كوچكي در نوك آن مستقر شده قرار دارد. اولين قوس بين الكترود و نازل تورچ زده ميشود و به كمك جريان مثبت منفي كه به قطعه كار متصل است به طرف آن هدايت ميشود. با خروج قوس و گاز پلاسما از ميان دهانه مشعل تمركز زيادي از انرژي گرمايي را روي فضايي كوچك آزاد ميكند. با تجهيزات مناسب جوشكاري فرآيند پلاسما جوش فوق العاده و استثنايي را از نظر كيفيت ارائه خواهد كرد.
گاز اصلي پلاسما به طور معمول در جوشكاري آرگون است. گاز ديگري كه به عنوان گاز محافظ استفاده ميشود. ميتواند آرگون، هيدروژن و يا هليم باشد تا حوضچه مذاب در مقابل جو محافظت شود.
انواع جوشکاری پلاسما
دو نوع جوش قوس پلاسما وجود دارد:
فرایند قوس پلاسمای مستقل (Non-Transferred arc process)
در این نوع جوش، قوس بین الکترود (بار منفی) و نازل محدودکننده آب خنک (بار منفی) ایجاد میشود. پلاسما از نازل مانند شعله بیرون میآید. قوس از قطعه جوش مستقل است و قطعهی جوش بخشی از حلقه الکتریکی را تشکیل نمیدهد. شعلهی قوس پلاسما به راحتی کنترل و از نقطهای به نقطهی دیگر منتقل میشود. از این روش برای اسپری پلاسما (plasma spraying) یا کاربردهای جریان پایین مانند جوش غیرفلزی استفاده میشود. قوس پلاسمای مستقل (هر دو الکترود منفی و مثبت در نوک دستگاه جوش قرار دارند) چگالی کمتری نسبت به نوع دوم دارد و در جوش قطعات سرامیکی یا صفحات فلزی به کار میرود.
فرایند قوس پلاسمای انتقالی (Transferred Arc Process)
جریان در این فرایند از الکترود تنگستن (بار منفی) از طریق اریفیس (orifice) به قطعه جوش برقرار میشود و به تامینکننده توان (برق) برمیگردد. قوس انتقالی شدت انرژی بالایی دارد و سرعت جت پلاسما در آن بالا است. از این روش بیشتر استفاده میشود. فرایند قوس مشترک برای بریدن و ذوب فلزات استفاده میشود. همچنین در جوشها با سرعت بالا از این فرایند استفاده میگردد.
کاربرد جوشکاری قوس پلاسما
جوشکاری پلاسما کاربردهای فراوان و گوناگونی دارد. بطور کلی برش و تعمير قالبها در صنعت با استفاده از پلاسما در حال رشد است. منبع قدرت ميکروقوس اين توانايي را دارد که قوسی با جريان پايين ايجاد کند و راهی موثر برای تعمير و شکافهای کم و جزيی و گودیهای ناشی از استفاده نادرست و فرسودگی و تعمير اصولی و عمليات حرارتی داشته باشد.
برای جوش لبههای بيرونی فرايند پلاسما به استفاده از طول قوسی بلندتر و پايدار که به مهارت زيادی در کنترل حوضچه نياز ندارد توصيه میکند. در مواجه با گوشههای درونی شکافها، الکترود تنگستنی GTAW/TIG میتواند انجام فرايند جوش را بهتر کند. در جوشکاری، تسمهها توسط پلاسما، انتقال قوس به قطعه کار، با کار کردن بر روی لبههای اتصال بطور پيوسته صورت میگيرد. در کاربردهای اتوماتيک در جوشهای طويل و بلند، نيازی به کنترل فاصله نيست و اين فرآيند نياز کمتری به تعمير اجزای مشعل دارد. تيوب و لوله از نورد تيوب و به وسيله رولهای فرم دهنده مواد و جوشکاری لبهای در محل جوش توليد میشوند. کارايی و بازده نورد تيوب به سرعت جوشکاری و مجموع زمانهای صرف شده در جوشکاری بستگی دارد.

جوشکاری پلاسما ويژگیهای مهم و سودمندی دارد. برای مثال، افزايش سرعت جوشکاری تيوب، جوشهايی با کيفيت مناسب بخاطر پايداری و ثبات قوس و افزايش عمر نوک الکترود را میتوان نام برد.
فواید جوش قوس پلاسما
- جوشکاری ساده
- نفوذ بالا در هر مسیر جوش ( تقریبا شش میلیمتر برا جوش سر به سر)
- محیط جوش کوچک و شکل جوش زیباتر
- جوش متمرکز
- پایداری قوس پلاسما و توانایی جوش تمامیفلزات کاربردی در صنعت
- فاصله زیاد بین نوک الکترود و قطعه جوش که استفاده از پرکننده (filler metal rod) را تسهیل میکند.
- نیاز کمتر به مسیرهای جوش و در نتیجه مصرف کمتر پرکننده
معایب جوش قوس پلاسما
- تشعشع زیرقرمز و فرابنفش مضر و اجبار به استفاده از تجهیزات حفاظت فردی
- هزینه بالای تجهیزات
- نیاز به تعویض نازل محیط الکترود
- صدای ناخوشاند بالا و اجبار در استفاده از گوشی
- خطر بالای برقگرفتگی
- محدودیت ضخامت ۲۵ میلیمتری در جوش سر به سر
تهیه شده در گروه تولید محتوای فولاد 24