
پانچ ورق چیست؟
پانچ و سوراخکاری یعنی ایجاد حفرهها و برجستگیهایی بر روی اجسام مختلف از جنس هایی مانند کاغذ، چوب، فلز و ... که این توصیف فقط یک تعریف کلی از پانچ خواهد بود. از انواع ابزارآلاتی که برای پانچ استفاده میشود میتوان پانچ هیدرولیک ورق را نام برد. به عملیات پانچ ورق، سوراخکاری ورق نیز گفته میشود.
پانچینگ یک فرایند شکلدهی فلزات است که در آن با استفاده از یک پرس پانـچ، به ابزاری به نام پانـچ نیرو اعمال می گردد تا وارد قطعه موردنظر شود و با برش قطعه، یک سوراخ در آن حفر نماید.
غالباً پانـچ پس از عبور از قطعه و سوراخ کردن آن، به یک حفره حدیده در زیر قطعه وارد میشود. طی عملیات پانچینگ، یک تکه قراضه فلزی که از محل سوراخ بریده میشود، به داخل حفره حدیده میافتد.
با توجه به جنس قطعه پانچ شده، ممکن است این قطعات بازیافت گردند، دوباره استعمال شوند و یا دور ریخته شده و دفع شوند.

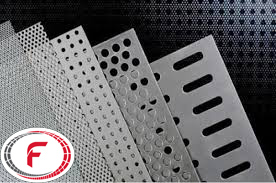
پانچ ورق فلزی:
ورقهای پانچ شده نوع خاصی از ورقهای فلزی میباشند که با بکار گیری دستگاههای متنوع سوراخ هایی در ابعاد و اندازه های مختلف بر روی آنها اعمال میشود. معمولا ورقهای پانـچ شده از جنس فولادف آلومینیوم، برنج و مس هستند که با توجه به نیاز های مصرف کنندگان، اشکال مختلفی روی این ورقهای ایجاد میگردد. از مهم ترین کاربردهای ورق پانچ شده میتوان به ساخت حصار، ساخت دیوارههای دستگیره راه پله ها، ساخت انواع صندلیها، ساخت دیوارهای امنیتی و ... اشاره کرد.
دستگاه پانچ ورق:
با توجه به شکل سوراخ و نوع ورق فولادی از دستگاه های متنوعی برای پانچ و سوراخکاری استفاده می گردد که از انواع دستگاه پانچ فولادی میتوان به موارد زیر اشاره کرد.
- دستگاه پانچ ورق فلزی دستی
- دستگاه پانچ ورق هیدرولیکی
- دستگاه پانچ ورق با گیوتین ضربه ای
- دستگاه پانچ ورق با استفاده از دستگاه cnc
طرح پانچ ورق:
به دلیل استفاده بیش از حد از ورق های مشبک و ورق های پانچ شده در صنعت دیزاین و دکوراسیون، این عمر موجب شده است که هرکسی سلیقه شخصی خود را در ایجاد طرحهای مختلف دخیل کند، اما پرکاربردترین طرحهای پانـچ شده، طرحهای زیر هستند:
- ورق پانچ مربع
- ورق پانچ گرد
- ورق پانچ لوزی
- ورق پانچ مشبک

سوراخکاری چیست؟
عملیات گردتراشی در داخل سطوح جسم با هدف ایجاد سوراخ هایی با طول و قطر معین را سوراخکاری می نامند.
در فرایند سوراخکاری، سطوحی را که می خواهند سوراخ شود را در ابتدا آماده می کنند.
ماشین مته:
ماشین های مته سه دسته اند:
- دستی
- رومیزی
- ستونی
در نوع دستی، حرکت و دوران هم با نیرو برق و هم با نیرو دست فرد منتقل میشود. از الکتروموتور برای دوران محور اصلی دستگاه در نوع ستونی و رومیزی آن استفاده میشود.

از دریل برای ایجاد سوراخ هایی گرد و منظم استفاده میشود.
ماشین مته مفوم وسیعی است و انواع ماشین آلات و ابزار های سوراخکاری را در بر می گیرد. فعالیت های متعدد دیگر نیز به جز سوراخکارى با ماشین هاى مته صورت می گیرد که بعضى از آن ها سنگ زنى، خزینه زنى، برقوزنى، صیقل کارى و قلاویزکارى نام دارند.
خزینه کاری(fluxing )
خزینه کاری یعنی براده برداری از قسمت فوقانی محل سوراخکاری شده با استفاده از مته خزینه جهت ایجاد شکل مناسب برای قرارگیری گل پیچ.
برقوکاری(Drying)
از برقو زنی برای دقیق تر کردن و پرداخت بدنه سوراخ ایجاد شده، استفاده میگردد.
براى این منظور باید سوراخ را به اندازه ی ۴/۰ میلى متر کوچک تر از قطر اصلى سوراخکارى کرد و آنگاه با برقو به اندازه ی مورد نظر رسانید.
به منظور ورود راحت تر برقو به داخل سوراخ، برقوها را با شیب مخروطی ملایمی میسازند.
براى آن که دقت دلخواه در سر سوراخ به دست آید پس از برقو زدن کامل بدنه سوراخ باید عملیات برقوزنى را تا هنگامى که انتهاى برقو به اندازه ی ۴۰ میلى متر از انتهای سوراخ خارج شود ادامه داد. برقو اگر در خلاف جهت تیغه به دوران در آید، ممکن است لب پر شود، بشکند یا حتی خم شود.
انواع برقو
برقوها از نظر کاربرد به دو گروه دستی و ماشینی تقسیم می شوند. در برقوهای دستی، با انطباق سوراخ مورد نظر بر برقو ثابت، برقو زنی آن صورت میگیرد.
در برقو زنی ماشینی، برقو ها هم از نوع ثابت و هم از نوع متغیر اند. میزان قطر این برقوها متناسب با دقت و تولرانس سوراخ قابل تنظیم است. برقوها را از فولاد تندبر می سازند. برقو ها شیار های مستقیم یا مارپیچ دارند.
در برقو متحرک به این دلیل که درگیری برقو با قطعه در زاویه ای مارپیچ صورت میگیرد، به دستگاه کمتر فشار می آید و به میزان هر مقدار درگیری ابزار با کار، بار برداشته میشود. از مزایا برقو مارپیچی می توان به برقو برداری بهتر و ملایم تر اشاره کرد، همچنین برقو های مارپیچی کمتر قلاب میکنند.
اندازه برقوهاى ثابت دقیق و استاندارد است. برقوهاى تنظیم پذیر را باید با دقت زیاد به کاربرد و قبل از برقوکارى به وسیله ی میکرومتر قطر تیغه ها را کنترل کرد.
برای تقسیم بندی بهتر برقوها، به موارد زیر توجه فرمایید:
- برقوی قابل تنظیم
- برقوی استوان های شیار مستقیم
- برقوی استوان های شیار مارپیچ
- برقوی مخروطی
مته:
این ابزار با حرکت دورانی خود و اعمال نیرو به نقطه ای معین، سطوح مختلف را سوراخکاری میکند.
با توجه به جنس قطعات، زاویه مارپیچ مته در سه تیپ W-N-H تعیین می شود.
تیپ W دارای زاویه ی مارپیچ ۳۵ تا ۴۵ درجه و برای مواد نرم بکار می رود، مانند آلومینیم و مس.
تیپ N دارای زاویه ی مارپیچ ۱۶ تا ۳۰ درجه و برای سوراخکاری مواد سخت و فولاد ریخته بکار می رود.
تیپ H دارای زاویه ی مارپیچ ۱۰ تا ۱۳ درجه و برای سوراخکاری لاستیک سخت، برنج، برنز بکار می رود.
جنس مته:
مته ها از نظر جنس سه دسته اند:
- ۱- مته WS این نوع مته دمای ۲۰۰ درجه ی سانتی گراد را در هنگام براده برداری تحمل می کند.
- ۲- مته SS یا HSS این نوع مته دمای ۶۰۰ درجه ی سانتی گراد را در هنگام براده برداری تحمل می کند.
- ۳- مته HM این نوع مته دمای ۹۰۰ درجه ی سانتی گراد را در هنگام براده برداری تحمل می کند.
مته ی نوک الماسه بیشتر برای سوراخکاری بتن صورت میگیرد.
منبع: گروه تأمین محتوای فولاد 24