
فرایند نورد کاری از سده هفدهم به شکلی ساده تر برای تولید مقاطع فولادی مورد استفاده قرار میگرفته است. این فرآیند امروزه هم به شکل تکامل یافته تری هم چنان مورد کاربرد است. متاسفانه این فرآیند در مواردی در انتهای پروسه تولید، موجب ایجاد برخی ایرادات در محصول می شود. در این مقاله قصد داریم به این عیوب و ایرادات بپردازیم. با ما همراه باشید.
مهم ترین عناوین این گزارش:
- فرایند نورد کاری چیست؟
- انواع نورد کاری
- عیوب ایجاد شده در ورق بعد از فرایند نورد کاری

فرایند نورد کاری چیست؟
معنی نورد به انگلیسی Rolling است. این فرایند یکی از روش های رایج در تولید مقاطع و محصولات فولادی میباشد. فرایند نورد کاری متشکل از مجموعه غلتک هایی است که پس از گرما دیدن فلز تا دمای مشخص، از میان این غلتک ها عبورکرده تا جایی که به ضخامت مورد نظربرسد.این شیوه تولید،از دست پرکاربرد ترین شیوه ها در صنعت تولید مقاطع فولادی است که شامل سه نوع نورد حلقه ای، نورد پیوسته و نورد رزوهای میشود.درادامه به طور خلاصه حول هریک از این سه نوع نورد بحث خواهیم کرد.
انواع نوردکاری
نورد حلقه ای اغلب درصنایع لوله کشی، هوا فضا، مخازن تحت فشار، موشک ، هواپیما و توربین مورد استفاده قرار می گیرد.روش کار این فرایند به گونه ای است که در آن دو غلتک استوانه ای برای کاهش ضخامت قطعه وجود دارد، غلتک بیرونی وظیفه اعمال سرعت و نیرو و غلتک درونی حالت هرزگرد دارد. درطی این فرایند از ضخامت قطعه کاسته و به تدریج قطریاهمان طول آن افزایش مییابد. نورد پیوسته اغلب برای تولیدمقاطع فولادی مانند میلگرد و ورق مورد استفاده قرار میگیرد. تفاوت این شیوه با روش حلقه ای و رزوه ای در آن است که سرعت حرکت غلتک ها متناسب با ضخامت قطعه افزایش یا کاهش مییابد. نورد رزوه ای که نوعی نورد سرد محسوب میشود، برای نورد چرخ دنده های مارپیچ مورد استفاده قرار میگیرد.
عیوب ایجاد شده در ورق بعد از نورد کاری
چراورق بعد از نورد قرمزمیشود؟ سوالی که بسیار پرسیده میشود.ممکن است درفرایند نورد کاری ورق، این محصول نه تنها دچارقرمزی بلکه دچار انواع عیوب مختلف شود.انواع عیوب ورق بعداز نورد کاری شامل پوسته شدن، ناخالصی، ایجاد سوراخ، دندانه اره ای، کویل بریک اسیدشویی، لکه توقف، لکه امولسیون، حفره، زنگ زدگی، خراش، کثیفی سطح، چسبندگی، هاله های بازپخت، تاخوردگی، موج، کرنش های پیشرونده،کم اسیدشویی، خراش باز شدن کلاف، کاناله و در نهایت لرزشی میباشند.درادامه مطلب هر کدام از این عیوب، علل و نحوه رفع آن را به صورت کامل بررسی خواهیم کرد.
پوسته
تعريف و شکل ظاهری: عبارتست از باندها يا نقاط فلفل – نمکی با رنگ روشن متمايز از زمينه فلز که فقط قابل ديدن بوده و قابل لمس نمیباشد.جنس آهن اکسیدی بوده و لعاب پذیرنمیباشد.شکل منظمی نداشته ومیتواند به شکل های مختلف ظاهر میشود.
منشا: چنانچه در حين پروسه پوسته زدایی در نورد گرم پوسته شکن ها خوب عمل نکرده و يا نازل های آب مسدود باشند لايه های اکسيد آهن از سطح ورق زدوده شده و در طی فرايند نورد گرم در گوشت ورق فرو میروند.عيب مذکورقابل دفع به کمک اسيد شويی نبوده و در طی فرايند نورد سرد نيز به همراه فلز، نورد شده و نمايان تر میشود.
روش شناسايی: نوع برندی اين عيب از طريق چشم غير مسلح بعد از شستشو با اسيد به آسانی قابل شناسایی میباشد. اما نوع فلفل - نمکی آن بعد از تقليل ضخامت در تاندم ; قابل رويت است.
امکان اشتباه در شناسايی: امکان اشتباه در شناسايی اين عيب با عيوب ديگر بسيار کم است.
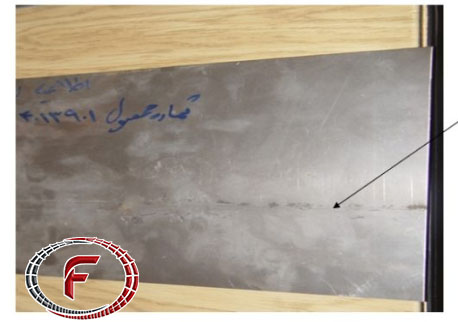
ناخالصی
تعریف و شکل ظاهری: عبارت است از ترکیبات غير فلزی که در طي فرآيند نورد گرم يا سرد ويا حتي در طي فرآيند کشش توسط مشتری و به صورت خط و خراش ويا کنده شدن سطح ورق ظاهر ميشود.
منشا: اگرناخالصی هایغيرفلزی در حين فرآيند ريخته گری از مذاب فلز جدا نشوند در مرکز شمش تجمع کرده و منجمد ميشود و درطی فرايند نورد گرم يا سرد ظاهر شده و به دليل غير فلزی بودن آنها از فلز جدا شده ودر امتداد نورد به صورت خط و خراش ظاهر ميشوند.
روش شناسايی: به دليل شباهت شکل اين عيب با خط و خراش ميتوان جهت شناسايی صحيح آن از چسب ناخالصی استفاده کرد.به اين صورت که با چسباندن يک تکه از چسب نواری مخصوص بر روی عيب مشکوک به ناخالصي و کندن ناگهانی چسب اگر عيب ناخالصي باشد از جای خود کنده شده و با ناخن قابل لمس خواهد بود.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با عيب خراش وجود دارد.
سوراخ
تعريف و شکل ظاهری: عبارت است از پاره شدن ورق که در طول ورق به صورت ناپيوسته بوده و معمولا پس از نورد به شکل هلال ظاهر میشود.
منشا: سوراخ شدن ورق در اثر پارگی مواد اتفاق ميافتد.در هنگام نورد سطح مقطعی از ورق که به صورت موضعی ضعیف میباشد ( به دليل وجود مک يا ناخالصي های درشت و يا آسيب مکانیکی در اثر نورد ) به دليل ايجاد تنش بيش از ظرفيت تغيير فرم در آن نقاط ورق پاره میشود.
روش شناسايی: اين عيب با چشم غير مسلح قابل رويت بوده و از طريق تجهيزات مناسب که با سرعت های بالای فرآيند نيز مطابقت داشته باشد امکان پذیرمیباشد.علت ايجاد سوراخ بر روی ورق از طريق تست های متالوگرافی قابل بررسی میباشد.
امکان اشتباه در شناسایی: امکان اشتباه در شناسايی اين عيب با عيوب ديگر بسيار کم است.

دندانه اره ای saw edge
تعريف و شکل ظاهری: عبارت است از ظاهر دنده دنده ای کناره های ورق که ظاهری مانندتيغه اره دارد.
منشا: منشا عيب خط اسيد شويی بوده به اين صورت که اگر در حين کناره بری ورق، کناره بری در حالت بدون کشش انجام شود يا تيغه ها کند باشند و يا تنظيمات تيغه متناسب با ضخامت ورق نباشد لبه ورق به صورت غير يکنواخت بريده میشود ( برخی نقاط ترد و برخی نرم بريده میشوند ) و در هنگام نورد نقاط ترد پاره شده و نقاط نرم پاره نمیشوند.
روش شناسايی: اين عيب پس از نورد با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با ديگر عيوب بسيار کم است.

کويل بريک اسيد شويی
تعريف و شکل ظاهري: عبارت است شکستگی هاو شیارهایی درعرض ورق (عمود بر جهت نورد) که از لبه ورق شروع شده و بعضا تمام عرض را شامل میشوند.
منشا: اين عيب به هنگام باز کردن کلاف گرم بوجود می آيد. به دليل ضخيم بودن ورق لايه ها پس از باز شدن به حالت گرد و مدور باقی میمانند، بنابراين قبل از ورود به حوضچه اسيد از دستگاه لولر عبور داده میشود .به دليل گرم بودن کلاف، پس از عبور از لولر، پديده نقطه تسليم اتفاق افتاده و به شکل خطوط عرضی ظاهرمیشود. در ضمن طراحی هندسی استوانه های مندريل و غلتک های هادی و نيز ضخامت ورق، درصد ازدياد طول و سرعت باز شدن کلاف می تواند در ايجاد اين عيب موثر باشد ( ازدياد طول زياد مساوی است با افزايش احتمال ايجاد کويل بريک وافزايش سرعت باز شدن کلاف مساوی است با کاهش احتمال ايجاد کويل بريک)
روش شناسايی: اين عيب با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با عيب چسبندگي و کرنش های لبه ای وجود دارد.

لکه توقف
تعريف و شکل ظاهری: لکه هاي سياه وسيعي ميباشند که بر اثر حمله شیمیایی ناشي از اسيد درهنگام توقف ورق در حوضچه اسيد بوجود میآيند.
منشا: طولانی بودن زمان جوشکاری، کافي نبودن ذخيره کلاف در لوپ ، توقف هاي بازرسي کنترل کيفي ،ايجاد مشکل در خط نظير توقف براي تنظيم سايد تريمر، پايين بودن سرعت خط
روش شناسايی: اين عيب با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با عيب کم اسيد شويی و بيش اسيد شویی وجود دارد.

لکه امولسيون
تعريف و شکل ظاهری: آثار امولسيون نورد به صورت رسوبهای شکسته شده امولسيون ميباشد که بر روی سطح ورق تشکيل میگردد.توزيع اين آثار به صورت نامنظم بوده و شکل مناطق تشکيل دهنده آنها نيز غير يکنواخت و کدر می باشد.لکه های مربوط به نورد تاندم به دليل عبور ورق از کوره های بازپخت سياه رنگ و لکه های مربوط به اسکين پاس به شکل لکه های آب روشن میباشند.
منشا: باقي ماندن قطرات امولسيون نورد بر روی ورق به دليل عدم کفايت خشکاندن يا دمش به منظور حذف امولسيون اضافي بر روی ورق میباشد.
روش شناسايی: اين عيب با چشم غير مسلح قابل رويت میباشد.
امکان اشتباه در شناسايی: امکان اشتباه اين عيب با ديگر عيوب بسيار کم است.

جمع بندی
دراین مقاله به تعریف فرایند نورد کاری و انواع آن پرداختیم،در مقالات بعدی عیوب دیگر مورد بحث قرار داده خواهند شد. با ما همراه بمانید...شما کاربر گرامی میتوانید جهت مشاهده واستفاده ازبخش های مختلف سایت فولاد ۲۴ به لینک های ذیل مراجعه فرمایید:
- لیست تامین کنندگان
- لیست صورت بار
- لیست درخواست خرید، خریداران و مصرف کنندگان
- لیست شرکت ها / اشخاص ارائه دهندگان خدمات
گروه تامین محتوای فولاد 24